Технологии применения - О лакокрасочных материалах

Лазерная маркировка или гравировка широко применяется для нанесения информационных знаков. Ранее с этой целью использовался метод фотохимии, но в отличие от нанесения изображения при непосредственном воздействии лазерного излучения, фотохимический метод имел ряд недостатков, среди которых:
- невозможность получить качественные изображения высокой точности;
- невысокая скорость обработки поверхности;
- экологическая небезопасность применения данного метода;
- химическое влияние на само изделие.
Процесс лазерной маркировки отличают простота его применения, исключительная стойкость полученных изображений, экологическая безопасность. Суть метода заключается в изменении структуры эмалевого покрытия под действием сфокусированного лазерного луча регулируемой мощности. Результатом такого воздействия становится переплавление и испарение внешних поверхностных слоев покрытия. При этом нижний белый информационный слой не затрагивается, что обеспечивает высокую четкость и контрастность изображения.
Следовательно, покрытие внешнего слоя должно быть таким, чтобы под действием лазерного луча оно легко испарялось, не образуя следов копоти, продуктов горения, коксования, что неизменно приводило бы к ухудшению оптических свойств изображения - коэффициента отражения и светопропускания.
Для получения покрытия, необходимого для нанесения лазерной маркировки, используются эмали, образующие матовую поверхность, во избежание возникновения бликов на приборных панелях при попадании света.
Система покрытия состоит из двух слоев: первого белого слоя эмали (фона для знако-буквенных изображений) на оргстекле с последующим нанесением черной или цветной эмалей. Знако-буквенное изображение высвечивается на белом фоне при внешнем освещении либо при его недостатке или отсутствии выявляется сквозной подсветкой фотодиодами.
Применение двух слоев цветной эмали технически допустимо только при условии нанесения слоя черной эмали по причине частичного пропускания сквозного освещения цветным покрытием через слой белой эмали.
Испытанию подвергались матовые эпоксидные эмали ЭП-140, ЭП-1143, ЭП-2114М, однако были признаны непригодными вследствие образования нагара в переходном слое между черным и белым слоями, что приводило к появлению желтоватого оттенка белой эмали.
Оптимальной для формирования покрытия, предназначенного для нанесения лазерной маркировки, была признана зарубежная полиуретановая эмаль, характеризующаяся следующими техническими показателями:
- условная вязкость по ВЗ-264,с – 190;
- сухой остаток, % - 41,7;
- время высыхания до ст.3 при 20°С, мин – 45;
- эластичность, мм – 1;
- степень перетира, мкм – 13;
- прочность на удар по У-1, см – 50;
- твердость по М-3 – 0,47;
- блеск, по ФБ-2, % - 8.
Эмаль отличалась отсутствием нагара и пожелтения информационного слоя.
Причиной возникновения нагара при нанесении лазерной маркировки может стать как химический состав связующего, так и количественное соотношение пигмента и наполнителя. Опытным путем был проведен анализ состава сухой пленки основы эмали с целью выделения пигментной части из раствора связующего эмали в ацетоне. В результате расслоения раствора произошло отделение пигментной части, осадок был высушен и взвешен, количество пигментной части в сухой пленке составило 40%; 60% сухой пленки эмали составляло связующее. Химический состав связующего был определен методом ИК-спектроскопии.
Таким образом, было выявлено, что связующим в уретановой эмали выступает акриловая гидроксилсодержащая смола, которая отверждается по гидроксильной группе отвердителем, содержащим изоцианат.
Отвердитель эмали представляет собой биуретановое соединение (40% - ный раствор в бутилацетане с изоцианатным числом, равным 8,5%). Может служить аналогом «Десмодура №75» (с изоцианатным числом 16%, концентрация смолы 75%).
Полученные данные позволяют рассчитать состав основы акрилуретановой эмали:
-количество гидроксилсодержащей акриловой смолы, % - 28,32;
-количество пигментной части, % - 18,88;
-количество растворителя, % - 52,8.
Соотношение пигмента и связующего составляет 0,67:1. Связующим в данном случае могут выступать гидроксилсодержащая акриловая смола «Демосфен 665А» (производство фирмы «Байер») или «Лапрол 104» отечественного производства. Отвердитель «Десмодур №75» (производство фирмы «Байер»). Растворитель Р-189Д, который применяется после смешения основы и «Десмодура №75», в количестве, необходимом для разбавления краски до рабочей вязкости 13-15 с по ВЗ-246.
Белая, черная и цветные эмали являются многокомпонентными системами, включающими в свой рецептурный состав помимо пигментов наполнители, обогащенные матирующими, диспергирующими, выравнивающими добавками, и катализатор уретанообразования.
Гравировка выполняется с применением лазерного комплекса «Desinger» в соответствии с требованиями КД по ОСТ 100312 с соблюдением установленных технологических условий маркировки.
По результатам светотехнических испытаний с применением фотометра «Pritchard» белая эмаль показала высокий коэффициент отражения: 0,92 при необходимых 0,7 по ОСТ 100425-00.
Полученное покрытие характеризуется…
Количество связующего в рецептурном составе эмали может непосредственно влиять на образование нагара, поэтому были проведены испытания двух составов эмалей, содержащих разное количество отвердителя «Десмодура №75». В результате был сделан вывод о том, что процесс гравировки в обоих случаях происходит одинаково, однако лучшими эксплуатационными свойствами обладают образцы с повышенным содержанием отвердителя.
В значительной мере повышает устойчивость к истиранию комплексного покрытия, подвергшегося лазерной гравировке, нанесение матового эпоксиуретанового лака на основе эпоксидной смолы DER 667»ф.Дау Кемикал» с отвердителем «Десмодур №75». Лак наносится на гравированную поверхность, отверждается в течение 1 часа, широко применяемого при окраске световодов с большим количеством пусковых включателей.
При нанесении эпоксиуретанового лака практически не меняется светопрпопускаемость и светоотражение белой эмали, а лаковая пленка отличается устойчивостью даже после обработки ее раствором ацетона, нанесенного на ватный тампон.
Резюмируя все ранее сказанное, можно утверждать, что наиболее устойчивыми к выжиганию лазерным пучком в процессе лазерной маркировки являются эмали, изготовленные на основе акрилуретанового связующего, примерами таких составов могут служить эмали широкой цветовой гаммы фирмы «Ernst Diegel».
| Читайте: |
|---|
Реклама*
Всё про покраску:
 МАТЕРИАЛ, КОТОРЫМ МОЖНО СОЗДАВАТЬ ДАЖЕ ФРЕСКИМУЛЬТИКОЛОРНЫЕ КРАСКИ ГРУППЫ «ФРАКТАЛИС» ДАЮТ СТРОИТЕЛЯМ ПОИСТИНЕ НЕОГРАНИЧЕННЫЕ ВОЗМОЖНОСТИ мы рассказали об одном из самых декоративных материалов... |
 Фасадная краскаНесмотря но то, что в последнее время на украинском рынке появилось множество современных материалов для облицовки фасадов (например, огромное разно... |
 Водно-дисперсионные краскиВодно-дисперсионные краски (или водорастворимые, или латексные, как их иногда называют) относятся к числу наиболее экономичных и удобных в нанесении... |
Терминология ЛКМ:
Классификация красок, лаков и грунтовок Названия (марки) лакокрасочных материалов унифицированы. В начале марки ставятся две буквы, обозначающие пленкообразну... |
Антикоры, преобразователи ржавчины и ингибиторы коррозии Электрохимическая коррозия является наиболее распространенным типом коррозии металлов. По электрохимическому механизму... |
Рынок лакокрасочной продукции глазами его операторов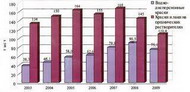 Рынок лакокрасочной продукции глазами его операторов Украинский рынок ЛКП развивается. И этому есть несколько подтверж... |
Авторизация
Реклама*
Краски:
|
|
|

|
|
|
|

|
Эмали:
|
|
|
|
|

|

|

|

|

|
|

|

|
