Технологии применения - Оборудование для покраски
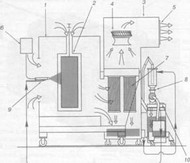
Распылительные камеры сконструированы таким образом, чтобы выполнять несколько задач: препятствовать распространению порошка в помещении цеха, обеспечивать улавливание и сбор не осевшего на изделия порошка, обеспечивать безопасные условия работы. Распространению аэрозоля порошка через открытые проемы камеры в цех препятствует разрежение, создаваемое вентилятором. Загрязненный порошком воздух подается в коллекторное устройство, в котором порошок отделяется от воздуха фильтрацией или посредством циклонов. Для возврата воздуха назад в рабочую зону он подвергается дополнительной фильтрации с тем, чтобы удалить мельчайшие частицы размером менее 0,3мкм. Собранный в восстановительном блоке порошок просеивается для удаления возможных загрязнений, после чего смешивается со свежим порошком и смесь направляется на распыление.
Типовая распылительная камера имеет два транспортных проема для входа/выхода изделий и рабочий проем для оператора при ручном окрашивании или механизма - при автоматическом. Скорость потока воздуха в открытых проемах должна быть такой, чтобы удерживать распространение порошка за пределы камеры, и в то же время достаточно низкой, чтобы не сдувать порошок с детали, на которую он наносится. Скорость воздуха может составлять от 0,4 м/с для небольших камер до 0,8 м/с для камер, предназначенных для окрашивания крупногабаритных изделий.
1 — корпус; 2 — окрашиваемое изделие; 3 - коллектор; 4 — вентилятор; 5 — барьерный фильтр; 6 — источник высокого напряжения; 7 — патронный фильтр; 8 — сито; 9 - распылитель; 10 - питатель
С учетом этой скорости w(м/с) и площади живого сечения открытых проемов F(м2) определяют количество отсасываемого из камеры воздуха QB (м3/ч):
QB = 3600Fw.
Приведем пример такого расчета:
Тип проема |
Размер отверстия, м |
Число отверстий |
Общая площадь отверстий, м2 |
Для деталей |
1,8 х 0,9 |
2 |
3,25 |
Для ручного распылителя |
0,9 X 0,8 |
2 |
1,44 |
Конвейерная щель |
7,5 X 0,1 |
1 |
0,75 |
Для автоматических распылителей |
1,8x0,1 |
4 |
0,72 |
Общая площадь открытых проемов |
6,15 |
Длина подвески для детали должна составлять не менее 0,6 м. Если подвески деталей слишком короткие (деталь подвешена слишком близко к верхней части конвейера), порошок будет скорее осаждаться на подвеске и конвейерном треке, чем на самой детали.
Зазор между деталью и проемом камеры (рис. 6.3) обычно оставляют 150-200 мм со всех сторон.
Входной и выходной тамбуры распылительных камер предусматриваются для уменьшения возможности выхода порошка за пределы камеры.
Хорошее освещение внутри камеры особенно важно при ручном окрашивании. Необходимо помнить, что видимость резко снижается при работе распылителей в связи с образованием облака из частиц порошка. Если внутреннего освещения недостаточно, над камерой либо на торцах камеры устанавливают дополнительные осветительные приборы. Они должны соответствовать нормам безопасности.
Рабочая площадка для оператора (платформа) должна быть на всех распылительных камерах с ручным окрашиванием. Платформа может быть подвижной, перемещаемой по мере необходимости в разных направлениях, либо стационарной, закрепленной на самой камере. В любом случае она должна быть заземлена, сконструирована в соответствии со стандартами безопасности и достаточно прочна и просторна, чтобы обеспечивать необходимый доступ ко всем участкам поверхности покрываемых деталей.
| Читайте: |
|---|
Реклама*
Всё про покраску:
 МАТЕРИАЛ, КОТОРЫМ МОЖНО СОЗДАВАТЬ ДАЖЕ ФРЕСКИМУЛЬТИКОЛОРНЫЕ КРАСКИ ГРУППЫ «ФРАКТАЛИС» ДАЮТ СТРОИТЕЛЯМ ПОИСТИНЕ НЕОГРАНИЧЕННЫЕ ВОЗМОЖНОСТИ мы рассказали об одном из самых декоративных материалов... |
 ГрунтовкаГрунтовки и шпаклевки в прямом и переносном смысле – основа каждого комплексного ремонта и любых отделочных работ. Неважно, что предстоит соверши... |
 Водно-дисперсионная акриловая краскаВодно-дисперсионные краски (или водорастворимые, или латексные, как их иногда называют) относятся к числу наиболее экономичных и удобных в нанесении... |
Терминология ЛКМ:
Правильный подбор цвета Вашего здания:колеровочные системы Правильный подбор цвета Вашего здания - дело очень ответственное и непростое. С точки зрения эстетики трудно дать каки... |
Важная информация о лакокрасочных материалах Краски бывают водные, неводные и эмульсионные, Как следует из названия, водные краски разбавляются водой. В отличие от... |
Коррозия металла : Антикоррозионные лаки и краски Одно из важнейших назначений лакокрасочных материалов — получение противокоррозионных покрытий по металлу. По оценкам ... |
Авторизация
Реклама*
Краски:

|
|

|
|
|
|
|
Эмали:
|
|

|

|

|

|
|

|
|
|

|

|
|