Технологии применения - Порошковые краски подготовка и технология окрашивания
Термореактивные краски, в отличие от термопластичных, формируют покрытия посредством химических реакций при нагревании. Такие покрытия имеют трехмерное строение, они неплавкие и нерастворимы, т. е. необратимы. Термореактивные краски служат для получения, как функциональных покрытий, так и защитно-декоративных. Для получения покрытий функционального назначения наиболее широко применяют эпоксидные составы. Их наносят слоями 100-150 мкм на нагретую поверхность в аппаратах кипящего слоя (многократно чередуя нагрев и погружение в порошок) или струйным распылением. Так наносят покрытия на роторы и статоры электродвигателей, на трубы - снаружи и изнутри, металлическую арматуру, проволоку, сетку, катушки.
Основная доля потребления термореактивных красок, однако, приходится на защитно-декоративные покрытия, для которых внешний вид наиболее важен. Такие покрытия обычно имеют небольшую толщину (25-100 мкм). Наиболее распространенный способ их нанесения - электростатическое распыление. Трудно перечислить все области применения этих покрытий. В качестве примера можно указать окрашивание бытовой техники (холодильники, стиральные машины и т. д.), защиту авто - и мото-деталей, изделий хозяйственного назначения, а также лакирование металлических и других изделий.
Большинство порошковых ЛКМ состоит из небольшого числа компонентов: пленкообразователя (полимера или олигомера), пигментов и наполнителей, вспомогательных веществ и других целевых добавок.
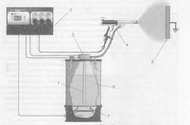
Термореактивные краски получают по следующей технологии (рис. 1.1). Сначала все сыпучие компоненты, имеющие небольшой размер частиц, смешивают всухую до получения однородной массы, затем смесь экструдируют, сплав охлаждают, измельчают и фракционируют до частиц требуемого размера; полученную краску упаковывают в тару и транспортируют. Определяющее влияние на качество красок оказывает процесс экструдирования, т. е. смешения компонентов в расплаве, при котором происходит полная гомогенизация их состава. Важной является и операция измельчения, которая обеспечивает нужный размер частиц. Отклонения от требуемого размера частиц отрицательно сказываются на качестве получаемых покрытий.
| Читайте: |
|---|
Реклама*
Всё про покраску:
 Водо-разбавляемые акриловые бесцветные дисперсииВыцветы и высолы на поверхности строительных материалов и конструкций (бетона, керамики, штукатурных поверхностей и т.п.) стали чуть ли не обыденной... |
 Декоративные покрытияСегодня рынок лакокрасочных материалов не ограничивается предложением простых красок, эмалей, лаков и т. д. На рынке широко представлены материалы д... |
Светящаяся краскаЛюминофоры – это химические соединения, которые светятся, оставаясь при этом холодными. Неорганические люминофоры состоят из фосфатов, оксидов, с... |
Терминология ЛКМ:
Готовые к применению лаки, краски, эмали, грунтовки и шпатлевки Под лакокрасочным материалом специалисты подразумевают композицию, которая, будучи нанесена на поверхность окрашиваемо... |
Сокращения ЛКМ Лакокрасочные материалы применяются для различных целей, их основное назначение - это, конечно, защита от разрушения м... |
Правильный подбор цвета Вашего здания:колеровочные системы Правильный подбор цвета Вашего здания - дело очень ответственное и непростое. С точки зрения эстетики трудно дать каки... |
Авторизация
Реклама*
Краски:

|

|

|
|

|

|
Эмали:

|
|

|

|

|

|

|

|
|
|

|

|


