Технологии применения - Порошковые краски подготовка и технология окрашивания
Число зон в моечных агрегатах определяется требованиями к готовому покрытию. Прежде всего, учитываются условия его эксплуатации. Наиболее важные показатели - адгезия и устойчивость к коррозии.
Для случаев, когда адгезия краски является единственным аспектом внимания, используют установки с небольшим числом зон (2-3). Если же от покрытия требуется высокая противокоррозионная защита, к зонам очистки добавляются зоны фосфатирования. Общее число зон агрегата составляет 5 при нанесении покрытия из фосфата железа и 6 и более - при нанесении покрытия из фосфата цинка.
Данные табл. 4.1 могут дать примерные ориентиры по числу зон в зависимости от требований к качеству покрытий в отношении адгезии и стойкости к солевому туману. Последний показатель может служить критерием коррозионной устойчивости покрытия.
Таблица 4.1
Эксплуатационные характеристики покрытий при различных способах подготовки поверхности
Операции подготовки поверхности |
Адгезия покрытия |
Стойкость покрытия к солевому туману, ч |
Число зон установки |
Только обезжиривание |
Удовлетворительная |
50-500 |
2-3 |
Обезжиривание и фосфатирование |
Очень хорошая - отличная |
100-750 |
3-4 |
Нанесение покрытия из фосфата железа |
Отличная |
100-1000 |
4-6 |
Нанесение покрытия из - фосфата цинка |
Очень хорошая - от личная |
200-1200 |
5-8 |
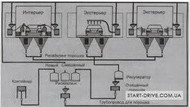
В случае особенно сильно загрязненных изделий, которые трудно очистить, может возникнуть необходимость иметь две зоны обезжиривания, что потребует применения шестипозиционного агрегата:
Зона |
Операция |
Применяемый состав |
1 |
Обезжиривание |
Щелочной раствор при температуре 50-70 °С |
2 |
Обезжиривание |
Щелочной раствор при температуре 50-70 °С |
3 |
Промывка |
Вода |
4 |
Фосфатирование |
Фосфатирующий состав при температуре 50-70 °С |
5 |
Промывка |
Вода |
6 |
Пассивирование |
Хромсодержащий или бесхроматный пассивирующий раствор |
Использование двух ступеней очистки способствует лучшему удалению загрязнений. На втором этапе удаляются все оставшиеся загрязнения. Моющий раствор из зоны 2 может быть перекачан в зону 1, а в зону 2 будет залит новый очищающий раствор. Таким образом, в зоне 2 используется новый, свежий очищающий раствор. Такая система гарантирует высококачественную очистку.
Другим вариантом установки, состоящей из 6 зон, является наличие двух промывочных зон 2 и 3. В этом случае свежая вода подается в зону 3, затем она переливается или подается насосом в зону 2. Используя такую систему, можно получить определенные преимущества: более эффективно используется вода.
При использовании многопозиционных установок промывки представляется возможным нанесение не одного, а двух разных видов конверсионных покрытий. Примером является следующая схема:
Зона |
Операция |
Применяемый состав |
1 |
Обезжиривание |
Щелочной раствор, концентрация 15-30 г/л, температура 50-70 °С |
2 |
Промывка |
Проточная вода |
3 |
Конверсионное |
Фосфатирующий состав при температуре 50-70 °С |
4 |
Промывка |
Проточная вода |
5 |
Конверсионное покрытие |
Хромово-алюминиевый состав |
6 |
Промывка |
Вода |
7 |
Пассивирование |
Хромсодержащий или бесхроматный пассивирующий раствор |
Другой вариант системы - нанесение фосфата железа в зоне 3 и фосфата цинка в зоне 5. Покрытие фосфатом железа дешевле, чем фосфатом цинка. В совокупности получается более плотное покрытие с повышенными защитными свойствами.
| Читайте: |
|---|
Реклама*
Всё про покраску:
 Водно-дисперсионные краскиВодно-дисперсионные краски (или водорастворимые, или латексные, как их иногда называют) относятся к числу наиболее экономичных и удобных в нанесении... |
Рекомендации потребителю во время выбора фасадной краскиКакие требования на сегодняшний день у потребителя по отношению к фасадной краске? В первую очередь, фасадная краска обязательно должна быть уст... |
 Добавки для пигментных концентратов, пастПостоянно расширяющийся ассортимент ЛКМ и связанное с этим увеличение производственных издержек заставляют производителей осваивать более рациональн... |
Терминология ЛКМ:
Краски,лаки Украины С наступлением весны начинается «горячая пора» для многих производителей и торговцев лакокрасочными материалами. В пре... |
Возрастающий спрос дизайнеров и строителей к спектру красок Быстро меняющийся мир моды на интерьеры обуславливает и возрастающий спрос дизайнеров и строителей к спектру красок. К... |
Коррозия металла : Антикоррозионные лаки и краски Одно из важнейших назначений лакокрасочных материалов — получение противокоррозионных покрытий по металлу. По оценкам ... |
Авторизация
Реклама*
Краски:

|
|
|
|

|

|

|
Эмали:
|
|
|

|
|
|

|

|

|

|

|

|

|


